
Publié le 08/08/2022 par Nathan Lioret
Dans l’article précédent, nous vous présentions assez brièvement comment sont fabriqués les matières plastiques, qui constituent l’essentiel des déchets que nous allons traiter au Népal. Si les termes de polymère, thermoplastiques, thermodurcissables, injection, extrusion, rotomoulage… ne vous sont pas familiers, je vous invite à aller lire notre précédent article [Le plastique sous toutes ses formes].
Avant de commencer à recycler les plastiques, ce qui sera l’objet du prochain article, il nous faut les trier selon leur type car chaque type de plastique a des propriétés spécifiques qui ne permettent bien souvent pas de mélanger plusieurs types de plastiques dans un même processus de recyclage. On peut déjà penser à l’importance de distinguer les thermoplastiques des thermodurcissables : l’un peut être refondu indéfiniment et est ainsi très propice au recyclage, tandis que l’autre est figé à jamais après sa création ce qui le rend très difficile à recycler. Nous verrons aussi qu’il est très important de bien distinguer les 7 catégories de thermoplastiques, certaines plus que d’autres, du fait notamment d’une température de fusion différente d’une catégorie à une autre. Nous rentrons dans le vif du sujet.
Thermoplastique ou thermodurcissable ?
Un premier tri doit être effectué entre ces deux types de plastiques extrêmement différents que l’on ne peut jamais mélanger au sein d’un même processus de recyclage. Heureusement, il est facile de les différencier, au moyen de l’une ou l’autre des deux méthodes suivantes.
La première, la plus logique, consiste à chauffer le plastique pour voir comment il réagit : les thermoplastiques fondent (passage de solide à liquide) alors que les thermodurcissables brûlent, ils noircissent sans changer d’état.
La seconde méthode consiste à rayer la surface du plastique. Lorsque l’on raye la surface d’un plastique thermodurcissable, des particules apparaissent, elles se déposent sur le doigt quand on le passe sur la rayure. Ce n’est pas le cas pour les thermoplastiques. [1]
PET, PE, PP, PS…
Maintenant que nous avons séparé les thermoplastiques des thermodurcissables, nous allons séparer les thermoplastiques selon leur type. Nous ne nous intéresserons pas au tri des thermodurcissables car il est très peu développé. En effet, il est impossible de les recycler et ils finissent généralement incinérés ou mis en décharges, il n’est donc pas nécessaire de les trier…
Le tri des thermoplastiques est une tâche assez complexe qui peut être abordée sous différents angles, nous allons voir les principales méthodes existantes, leurs avantages et leurs inconvénients et enfin lesquelles vont être utilisées pour notre projet.
Tri manuel
La méthode demandant le moins de technologie est le tri manuel, “à la main”, effectué par un être humain qui va reconnaître, selon sa couleur, sa texture, sa forme, ses éléments ajoutés (étiquettes, sigle de recyclage…), de quel type de plastique il s’agit. Ce travail peut être largement facilité, en Europe surtout, par l’apparition de sigles désignant de quel type de plastique il s’agit. Cette méthode repose essentiellement sur l’expérience de la personne qui effectue le tri, elle peut être très rapide si plusieurs personnes s’y mettent, mais il arrive parfois que deux produits de plastiques différents aient la même apparence et la même texture. Les erreurs sont donc assez fréquentes avec ce type de tri.
Pour voir de quels plastiques sont généralement faits les objets les plus communs, je vous invite à retourner voir notre article précédent [Le plastique sous toutes ses formes] où les utilisations classiques de chaque type de plastique sont détaillées dans la partie “Tous les mêmes plastiques ?”.
La méthode du tri manuel, peu onéreuse et peu énergivore, est la méthode que nous utiliserons le plus dans le cadre du projet Tri-Haut pour l’Everest.

Tri par flottaison
Une seconde méthode très utilisée est la méthode du tri par flottaison. Il se trouve que la densité des plastiques diffère d’un type de plastique à un autre. L’idée du tri par flottaison est d’exploiter cette propriété pour, à l’aide de cuves successives remplies de différents liquides, séparer les différents types de plastique. En effet, les plastiques les plus lourds vont couler tandis que les plus légers vont flotter, on peut alors facilement les séparer.
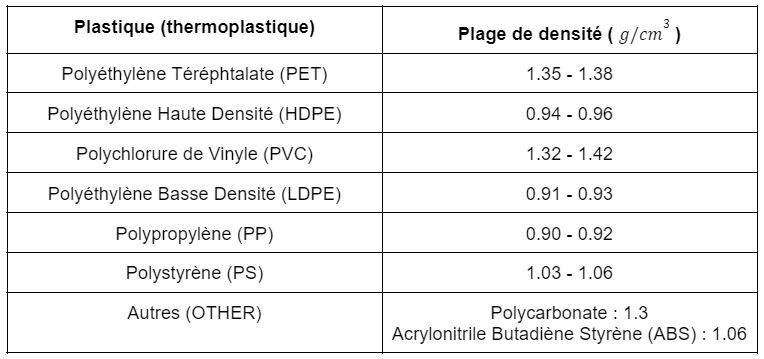
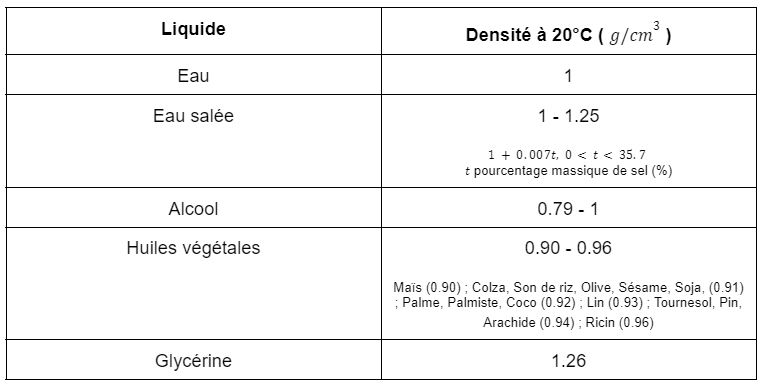
Pour que cette méthode soit efficace, il faut que la différence de masse volumique entre les matières à séparer soit au minimum de 0.2 g/cm3, pour pouvoir notamment négliger l’effet des additifs sur la masse volumique. On voit donc qu’il sera difficile de séparer précisément le PE du PP et du PS par exemple. Cette méthode est en revanche largement utilisée pour séparer le PET des autres plastiques (excepté le PVC), simplement avec de l’eau. D’autres séparations, plus ou moins précises, peuvent être effectuées au moyen d’autres liquides mais nous n’allons pas nous y attarder plus.
Tri densimétrique
Il existe d’autres méthodes de tri densimétrique, qui se fondent sur le comportement mécanique d’un solide dans un fluide (liquide, gazeux ou supercritique) selon sa forme, sa masse volumique et sa surface de contact avec le fluide. Le plastique broyé est envoyé dans un flux (horizontal, ascendant, centrifuge…) afin d’être séparé. Quelques exemples de procédés utilisant cette méthode sont donnés ci-dessous :
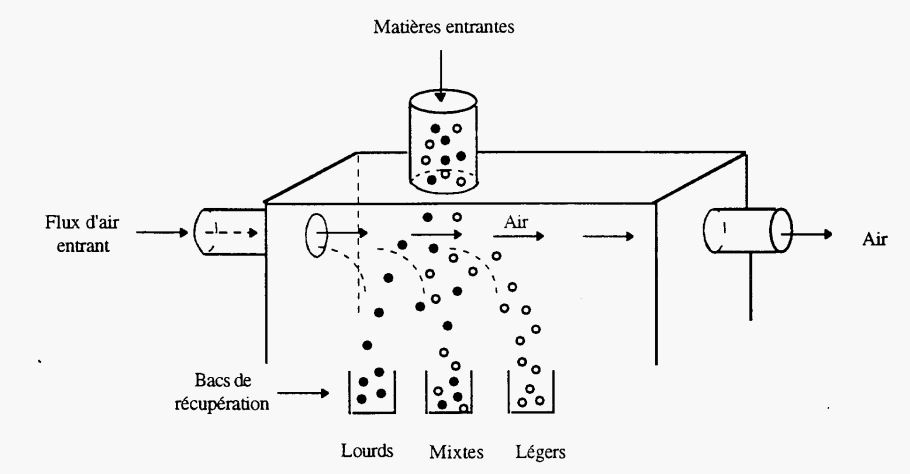
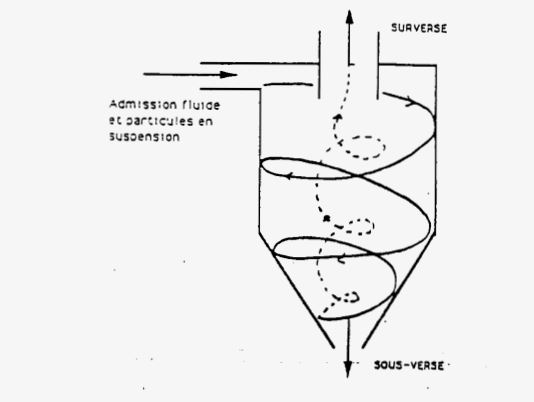
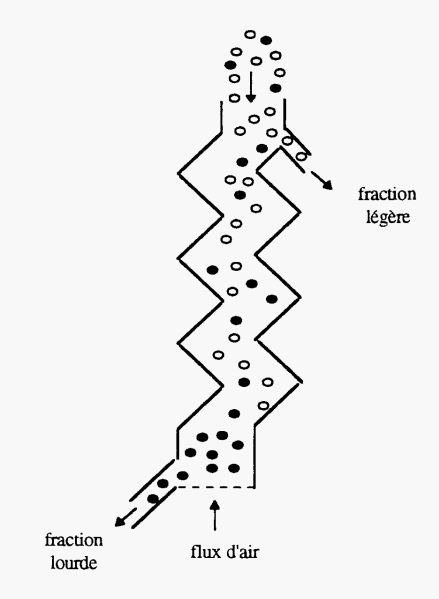
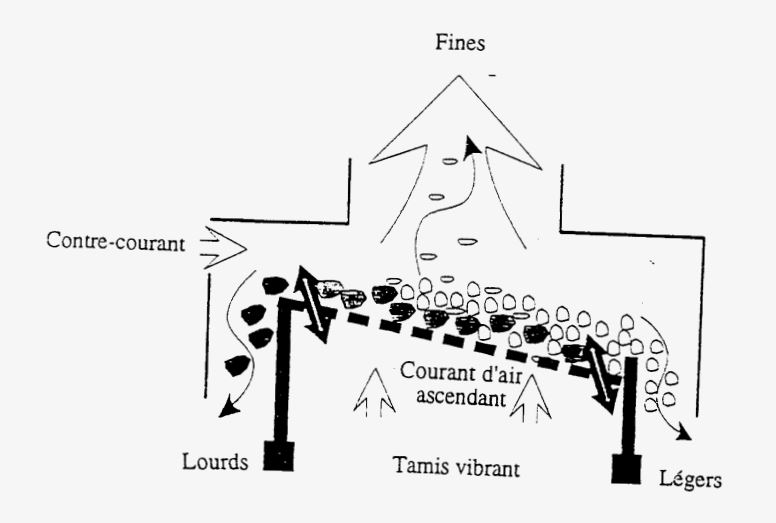
Méthodes du Air Knife (haut gauche), du Zig Zag (droite), du Cyclone (bas gauche) et de la table densimétrique à lit fluidisé (bas) [2]
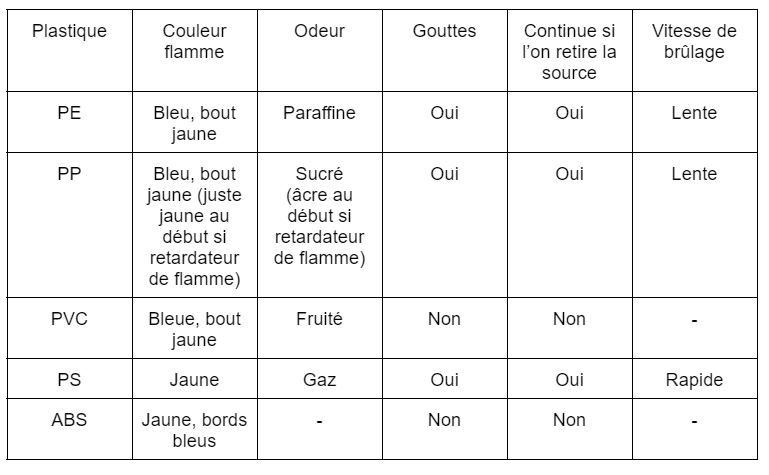
Brûlage
Une autre méthode assez simple à mettre en œuvre est la méthode du tri par brûlage. Elle consiste simplement à brûler un morceau du plastique à trier afin d’en déterminer la composition selon les propriétés de la flamme (couleur, volume, allure). Cette méthode présente des risques puisque certains types de plastique relâchent des fumées toxiques lorsqu’on les brûle (PET, PVC et PS notamment). En plus de ce risque, cette méthode est très difficilement industrialisable et moins efficace que d’autres méthodes plus faciles à mettre en œuvre à l’échelle industrielle, elle n’est donc pas utilisée dans l’industrie. Elle peut toutefois être utilisée occasionnellement dans des situations de tri avec des machines low-tech, surtout pour lever un doute lors du tri manuel des plastiques. C’est dans cette seconde situation que nous nous trouvons avec le projet Tri-Haut.
Tri optique
Voyons maintenant les méthodes de tri optique, on peut les distinguer en deux catégories : le tri optique en amont du broyage et le tri optique en aval du broyage.
Le premier type de tri optique consiste à observer la forme, la taille et la couleur des déchets en arrivage, pas encore broyés, pour essayer de déterminer leur type, exactement comme le ferait un être humain. Ces technologies se sont développées ces dernières années avec l’essor de l’intelligence artificielle.
Le second s’effectue après le broyage, généralement par spectroscopie Infrarouge (détection des vibrations de certaines liaisons chimiques à des fréquences caractéristiques) même si d’autres méthodes existent. Notamment la pyrolyse Infrarouge qui consiste à analyser par spectroscopie Infrarouge non pas la matière solide directement mais les gazs émis lors de la pyrolyse (combustion sans oxygène) de cette matière plastique à l’aide d’un laser. Mais encore la spectroscopie Raman et dans le visible (même principe que dans l’Infrarouge mais pour différentes liaisons chimiques), la fluorescence X (détection d’atomes pouvant se fluorescer), l’analyse par ultrasons (mesure de l’atténuation des ultrasons sur une plage de fréquence donnée)… Chaque type de plastique présente des réponses différentes à chacune de ces sollicitations. Ce n’est pourtant pas toujours si facile de les différencier, une fois de plus à cause des différents additifs que l’on retrouve très souvent dans les plastiques et qui affectent les propriétés du matériau et donc sa réponse aux sollicitations optiques (mais aussi mécaniques, électriques…). [2]
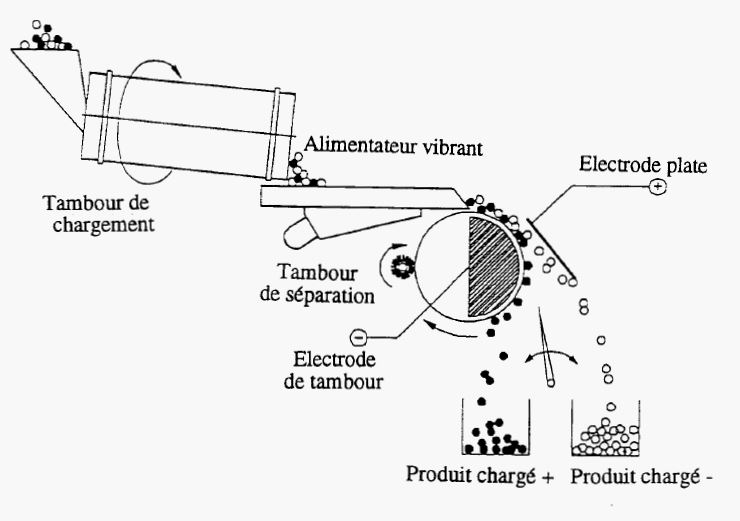
Tri électrostatique
Enfin, après les méthodes de tri manuel, de tri densimétrique (flottaison, flux d’air ou d’eau…) et de tri optique (brûlage, en amont, en aval), des méthodes de tri utilisant les propriétés électriques particulières de chaque type de plastique existent. Pour exploiter ces propriétés, il faut charge les particules de plastique, plusieurs façons de le faire existent : par triboélectricité (frottement intensif de particules différentes entre elles, à la manière d’un ballon de baudruche avec les cheveux), par induction conductive (mise en contact d’une surface chargée avec les particules non chargées du plastique) ou par bombardement ionique (l’inverse de l’induction conductive : le plastique est chargé mais la surface fixe ne l’est pas). Ensuite, si la taille des éléments plastiques est suffisamment petite pour que les forces électrostatiques soient supérieures aux forces de gravité et d’inertie, qu’ils soient secs et de granulométrie homogène, alors on peut trier les plastiques entre eux par cette méthode. [2]

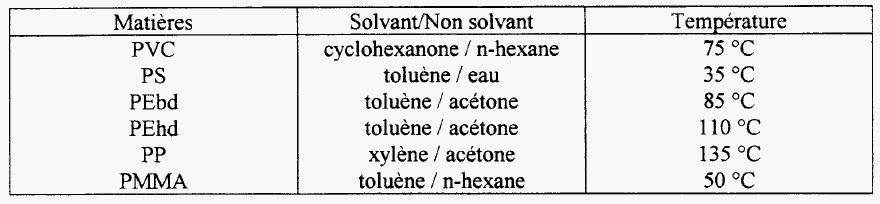
Tri par dissolution sélective
La dernière méthode présentée ici est la méthode de tri dite de dissolution sélective. Elle consiste à placer le mélange de plastique que l’on cherche à trier dans différents solvants à des températures spécifiques, dans lesquels certains types de plastique vont se dissoudre et pas d’autres, pour mettre en évidence les types de plastique présents dans le mélange. En appliquant successivement cette méthode jusqu’à dissolution complète du mélange, on détermine quels plastiques sont présents.
On peut aussi faire mention du tri magnétique, qui ne permet pas directement de trier les plastiques entre eux, mais qui permet tout de même de retirer les éléments métalliques des déchets. C’est une méthode qui agit en amont du tri proprement dit et qui est très utilisée industriellement.
Maintenant que nous avons vu les principaux types de plastique et les différentes méthodes utilisées pour les séparer, on peut désormais s’intéresser au recyclage en lui-même, et comment l’appliquer à des petites échelles comme c’est le cas pour le projet Tri-Haut.
Sources
[2] RECORD, Etat de l’art concernant les méthodes de tri des matières plastiques, 1998, 223 p, n°96-0901/1A.
[3] https://www.boedeker.com/Technical-Resources/Technical-Library/Plastic-Identification